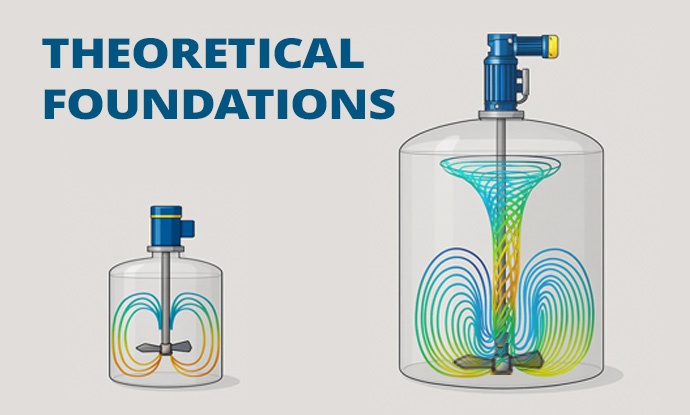
Theoretical foundations and challenges of scale-up in process engineering
The extrapolation of agitation processes (the scale-up of mixed reactors) is based on the theory of similarity in chemical engineering. This theory provides a framework for designing industrial-scale systems that offer performance comparable to that observed on a small scale. Below, we present the different types of similarity to be respected, the main dimensionless numbers involved in agitation, dimensional analysis methods (Buckingham's law) applied to agitation systems, and finally the intrinsic limitations of similarity theory (cases where scale-up proves difficult despite everything).
Basic concepts of similarity in scale-up
Similarity means that the actual large-scale system (industrial scale) and the small-scale model (pilot or laboratory) are comparable once scaled by a geometric factor. Ideally, all relevant physical laws apply in the same way. Achieving complete similarity involves respecting several complementary forms of similarity: geometric, dynamic, kinematic, chemical and thermal, as defined below. Each plays a specific role in agitation processes and size extrapolation.
Geometric similarity:
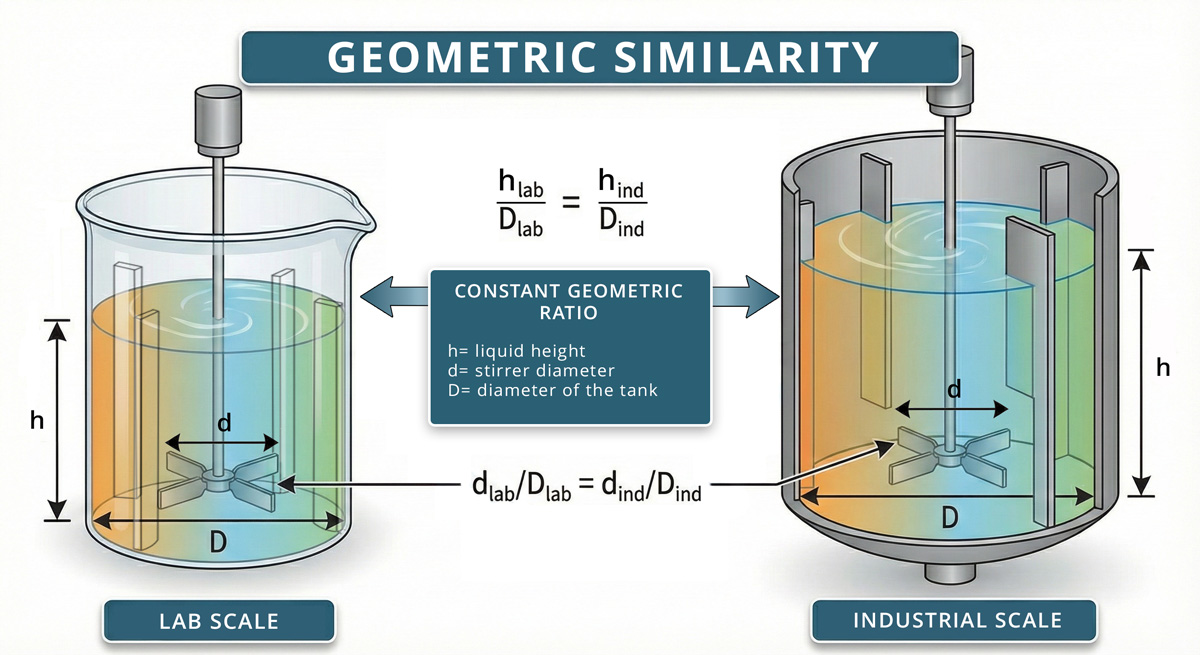
This is the conservation of dimensional ratios between the model and the real system. In other words, all dimensions of the system (tank diameter, liquid height, agitator diameter and position, etc.) are enlarged by the same scale factor. The overall shape and internal proportions remain identical.
Geometric similarity ensures that the fluid travels along homothetic trajectories at each scale, which is a basic condition for reproducing flows. In practice, the aim is to maintain ratios such as the height to tank diameter (H/D), the relative position of the turbines, etc., so that the flow zones (radial jets, axial recirculation, etc.) have the same topology at each scale.
If geometric similarity is not respected, the distribution of the fluid can change drastically (for example, a tank that is taller than the laboratory scale creates different dead zones). Nevertheless, geometric deviations are sometimes deliberately chosen to improve the large-scale process (see limitations section). For example, a 900L bioreactor may have a different height/diameter ratio than a 2L fermenter, breaking geometric similarity, in order to install a more efficient unconventional agitator.
Dynamic similarity:
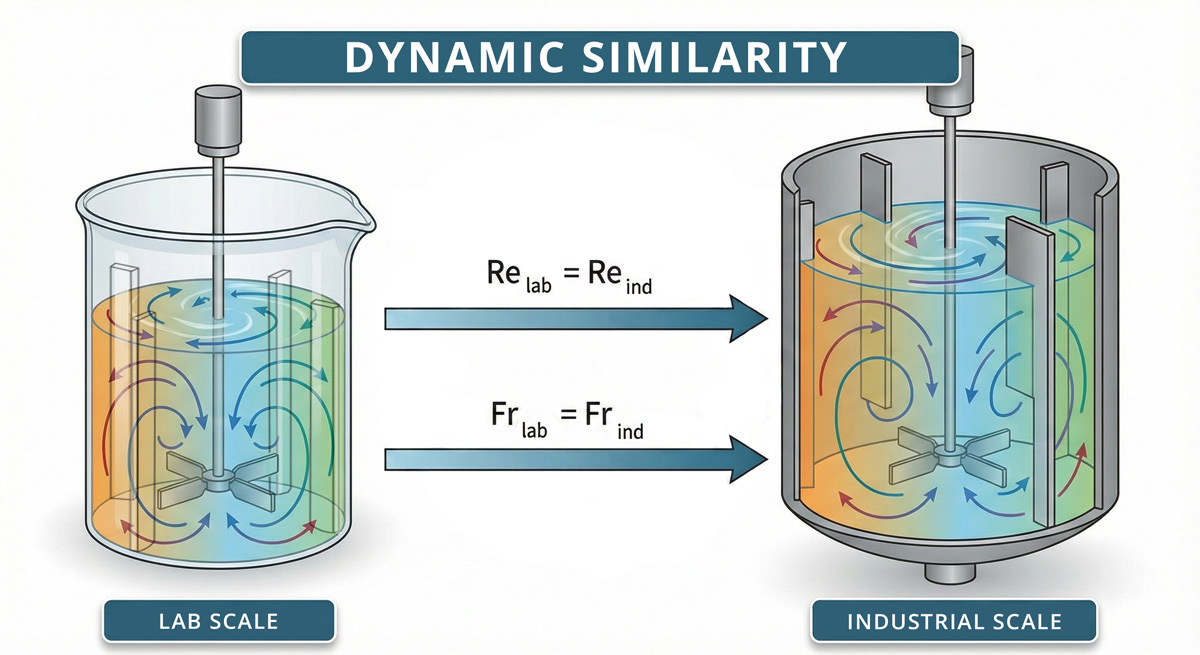
the real world, i.e. the conservation of the dimensionless numbers characteristic of the system. In other words, all the forces present (inertia, viscosity, gravity, surface tension, etc.) are conserved to within a scale factor. Dynamic similarity is crucial in reaction and mixing engineering, as it ensures that flow regimes are comparable between scales.
For example, for an agitator, maintaining dynamic similarity means keeping the Reynolds, Froude, etc. numbers identical at the laboratory and industrial scales. This ensures that a small-scale turbulent flow remains just as turbulent on a large scale, or that the balance between gravitational and inertial forces (assessed by the Froude number) remains unchanged.
In practice, achieving complete dynamic similarity is often difficult, as it would require keeping many criteria constant at the same time. The aim is therefore to conserve the dimensionless numbers considered to be most important in the process (e.g. Re and k_L*a for an aerated bioreactor), which is referred to as partial similarity.
Kinematic similarity:
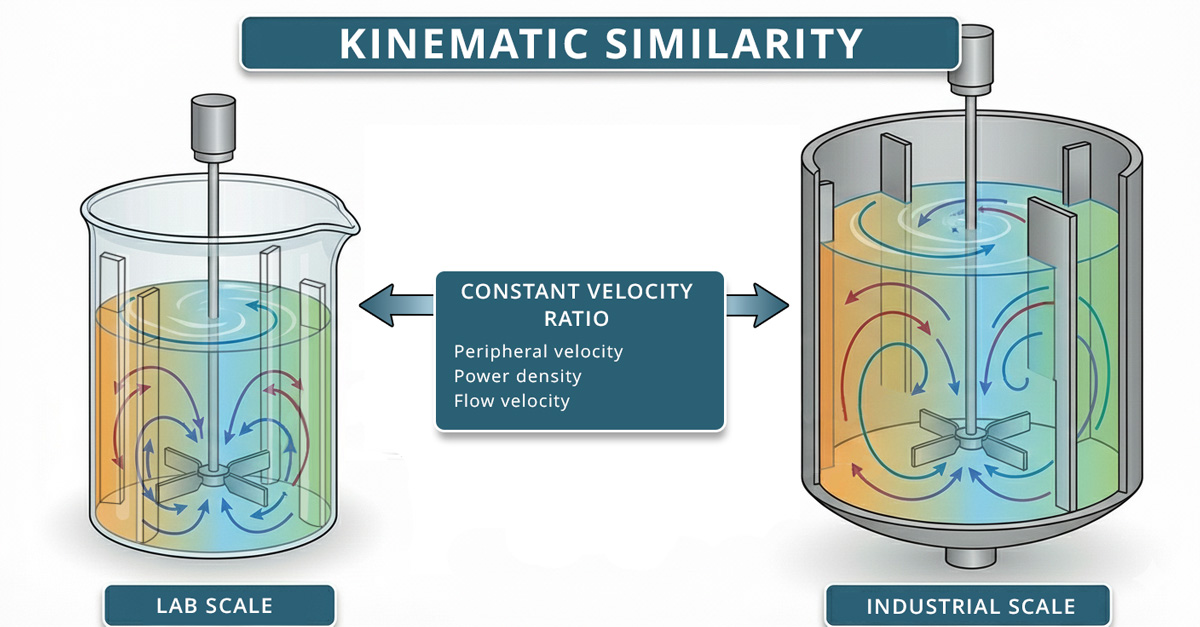
This is the conservation of velocity ratios at homologous points in the fluid. It implies that the flow field (velocity vectors, vortex patterns) of the large-scale system is an enlarged and slowed down/accelerated version of that of the small-scale system. If geometric similarity and the main dynamic numbers are respected, kinematic similarity generally follows: comparable velocity profiles and mixing structures are obtained.
For example, two geometrically similar tanks, agitated so that their flow regime (Re) is identical, will have similar circulation profiles (same vortex shape, same recirculation zones) simply transposed to scale.
Kinematic similarity is essential for the mixing time to scale correctly. Indeed, complete mixing requires that the convection velocities sweep the entire volume; if the velocity field differs, the time required to homogenise (or suspend particles) will change in an unpredictable manner.
Chemical similarity:
This is the conservation of concentrations at corresponding points in the system. In the case of stirred reactors, this means that the concentration profiles of reactants, products or nutrients (in a culture, for example) remain similar between scales. In practice, chemical similarity requires that mass transfer and reaction phenomena be correctly reproduced.
For example, in a bioreactor, maintaining a uniform dissolved oxygen concentration at each scale is an aspect of chemical similarity, which often requires adjusting aeration or agitation to compensate for the smaller gas-liquid contact surface area at large scales. A lack of chemical similarity leads to concentration gradients or different limitations.
Example: at industrial scale, insufficient aeration or agitation can lead to an area depleted in dissolved oxygen, causing a slowdown in the growth of microorganisms that was not observed at laboratory scale. This case illustrates that failure to maintain the concentration profile (O₂) between scales can significantly penalise the process.
In scale-up, chemical similarity is therefore often addressed using criteria such as the material transfer coefficient kLa, which is constant between scales (an approach commonly used in fermentation).
Thermal similarity:
This refers to the maintenance of temperatures at equivalent points. In other words, temperature (and heat flow) distributions must be scaled in the same way between the small and large systems. This is essential for exothermic or endothermic processes.
For example, in a stirred reactor where an exothermic reaction takes place, the ability to dissipate heat must be maintained to prevent the reactor from heating up much more on a large scale than on a small scale (risk of thermal runaway).
Thermal similarity translates into identical dimensionless heat transfer numbers, typically the Péclet number or the Nusselt number, which remain constant between scales. Maintaining this similarity may require modifying the operating conditions (cooling power, agitation) in order to maintain the same convection/conduction balance as on a small scale. In practice, the exchange surface area per volume decreases in large volumes, making it more difficult to remove heat.
Without precautions (intensified cooling, etc.), a large reactor will have more pronounced temperature gradients than a small one (violation of thermal similarity). Thus, similarity theory reminds us to take thermal phenomena into account from the scale-up phase onwards, ensuring that heat transfer capacities and thermal expansion effects remain comparable.
Major dimensional criteria in agitation
In order to compare agitation performance between different scales, a series of classic dimensionless numbers from process engineering are used. These dimensionless criteria result from dimensional analysis and represent the ratio between different forces or phenomena at play. Ideally, they should remain constant when changing scale (dynamic similarity). The main numbers to consider in agitation are as follows:
Reynolds number (Re):
This expresses the ratio between inertial forces and viscous forces in the flow.
The Reynolds number is the major parameter for hydrodynamic scale-up: maintaining the same Re between the model scale and the industrial scale ensures a similar degree of turbulence, and therefore comparable mixing characteristics (at constant geometry).
For an agitated tank, it is defined by the formula:
Re = ρ N d2 / μ
Where:
- N is the rotation speed (s^−1),
- d is the diameter of the agitator,
- ρ is the density of the fluid,
- μ is its dynamic viscosity.
This number governs the flow regime: a low Re means a flow dominated by viscosity (laminar regime), while a high Remeans a flow dominated by inertia (turbulent regime). In a stirred tank, three regimes are typically observed:
- laminar for Re < ~10,
- intermediate for Re ~ 10–10^4 (depending on the type of moving part), and
- fully turbulent above approximately Re = 10^4–10^5.
For comparison, the laminar-turbulent transition occurs at Re ≈ 2,000 in a pipe, but in a stirred tank the threshold depends on the geometry of the agitator (e.g. Re_trans ≈ 300 for a Rushton turbine, related to the power number Np ≈ 5 of this turbine, which is higher for a propeller).
However, in certain processes involving highly viscous fluids (polymers, slurries), it is impossible to achieve high Re values on a large scale, and the flow may remain laminar even if it was turbulent on a small scale, which complicates extrapolation.
Conversely, in fully developed turbulent flow (Re > ~10^4), the Reynolds number loses its direct influence because inertial forces largely dominate, and dimensionless coefficients such as the power number then become constant and independent of Re. In this regime, other criteria may govern the behaviour of the flow.
Froude number (Fr):
This number compares inertial forces to gravitational forces.
This is another important criterion, particularly when gravity and the free surface of the liquid come into play.
It is defined as:
Fr = N^2 * d / g
Where:
- g is the acceleration due to gravity,
- N is the rotational speed (s^−1),
- d is the diameter of the agitator,
The Froude number can also be seen as the ratio of centrifugal acceleration (N^2 * d*) to gravitational acceleration g. It comes into play especially when there is a free surface on the liquid.
A high Fr indicates that the inertia of the flow outweighs gravity: the liquid ‘sticks’ to the walls under the centrifugal effect, creating a central vortex (whirlpool) on the surface. Thus, the formation of a vortex is associated with high Froude numbers. Fr is therefore used to predict or avoid this vortex, because in the presence of a vortex, air can be sucked into the liquid (undesirable unless the aim is to aerate).
With baffles (vortex-breaking deflectors placed on the wall), the tangential flow is broken and vortex formation is prevented; in this case, the Froude number no longer has a major impact on the mixture. In scale-up, care is generally taken to keep Fr constant only for systems where the free surface plays a role (e.g. non-filled-to-the-brim mixers or oscillating reactors) . If the objective is to avoid any vortex, baffles are used or a flow regime such as Fr << 1 (predominantly gravity) is imposed. Conversely, in processes where vortex is desired (vortex extraction, etc.), an identical Fr must be maintained on a large scale to reproduce the same funnel.
Other dimensional extrapolation criteria: specific power P/V
Beyond Re and Fr, other dimensionless quantities or related parameters are used as extrapolation criteria. One of the most commonly used is the power dissipated per unit volume, also known as specific power (denoted P/V, in W/m^3). This is not a dimensionless number, but it is a very practical dimensional criterion for ensuring that the mixing intensity is comparable between scales.
P/V represents the energy introduced by the agitator per cubic metre of fluid, and often determines the mixing performance (mixing time) or material transfer (oxygenation, dispersion) in a reactor.
Keep P/V constant when scaling up so that each litre of medium receives the same amount of mixing energy.
Power number (Np) and flow number Nq:
The power number (Np) is defined by:
Np = P/(ρ N^3 d^5)
It reflects the hydrodynamic efficiency of the agitator. It is a coefficient characteristic of each type of mobile (for example, Np ≈ 5 for the Rushton turbine, ≈ 0.3 for a stirrer propeller) and generally remains constant in turbulent conditions.
Knowing Np, we can directly estimate the power absorbed (P) by a large-scale agitator:
P = Np·ρ·N^3·d^5.
Similarly, the flow number (Nq) quantifies the pumping capacity of the propeller (the circulatory flow it induces).
It is defined by:
Nq = Q_p/(N d^3)
In turbulent flow, Nq is approximately constant for a given mobile. These dimensionless numbers are not “criteria to be imposed” during extrapolation because they depend on the type of agitator, but they help to calculate the consequences of a choice of speed N or diameter d on power or flow rate.
Another parameter that is often used is the peripheral speed of the agitator:
Vp = π·N·d
i.e., the linear speed at the tip of the blade (expressed in m/s).
Maintaining the same peripheral speed at two scales means that the tips of the blades “cut” the liquid at the same speed. This is a relevant choice when there is concern about excessive shear effects on a sensitive product (cell cultures, long-chain polymers, fragile crystals, etc.). This is because the maximum local shear is related to the peripheral speed: the faster the blade tips move, the greater the velocity gradients experienced by the fluid.
Keeping π·N·d constant provides partial similarity of the flow field near the blades and, above all, of the level of shearimposed by the agitator.
In summary, the extrapolation of stirred tanks is based on a few major dimensional criteria: Re, Fr, P/V, π·N·d, to which other dimensionless numbers may be added depending on the case (Weber number if surface tension forces are involved, Damköhler number if chemical reactions occur during mixing, etc.). The choice of criteria to be kept constant is crucial to the success of the scale-up. It is often impossible to satisfy all criteria simultaneously, so it is necessary to select those that are most important for the process in question (for example, favor Re and P/V for homogeneous mixing of viscous liquids, or Fr and P/V for gas-liquid mixing at a free surface, etc.). This selection is based on an understanding of the dominant phenomena in the process.
Dimensional analysis laws applied to agitation systems
Dimensional analysis is the central theoretical tool for establishing similarity laws in mixing and guiding extrapolation. Its fundamental principle is that any physical relationship must be homogeneous in terms of dimensions (length, time, mass, etc.), and that it can be reformulated as a relationship between dimensionless numbers. In practice, the Vaschy-Buckingham method (Buckingham Π ) allows, based on the variables influencing a phenomenon, a minimal set of dimensionless groups (π_1, π_2, …) linking these variables to be identified.
For a simplified non-reactive stirred mixer, let us assume that the stirred power P depends on:
- the speed N,
- the diameter of the stirrer d,
- the viscosity μ and
- the density ρ of the fluid,
- as well as gravity g (we include g to take into account gravity/vortex effects).
We identify 6 variables (n): {P, d, N, ρ, μ, g}.
These variables involve the fundamental dimensions (r), mass (M), length (L), and time (T). According to Buckingham's principle, we therefore expect n – r = 6 – 3 = 3 independent dimensionless groups.
By setting, for example: Π₁ = P·α·d^a*·N^b*·ρ^c*·μ^d*·g^e, dimensional analysis (by writing the equation in dimensions) allows us to solve for the exponents a, b, c, d, e to obtain dimensionless Π. Without repeating the entire calculation here, we ultimately find three consistent combinations which are (to within one power):
- Π₁ = P / (ρ N^3 d^5), which is exactly the power number Np;
- Π₂ = N d^2 ρ / μ, which is the Reynolds number Re;
- Π₃ = N^2 d / g, which is the Froude number Fr.
This gives us the general dimensionless relationship linking these groups: Np = f(Re, Fr). This scaling law summarizes all possible power measurement results for this system. Rather than taking measurements for each new tank size, we can empirically plot the curve of the function f at the laboratory scale (by varying N, μ, etc.) and then use it to predict behavior at a larger scale. This is called a scale-up correlation.
The Buckingham method in summary: dimensional analysis does not directly provide the solution to a problem, but it reduces the number of independent parameters. A problem initially described by n variables is reduced to a relationship between m = n – r dimensionless numbers (where r is the rank of the dimensional matrix). These pi-groups encompass the phenomena present. By conducting a few small-scale experiments to scan the pi space, a law can be inferred and large-scale behavior predicted as long as we remain in the same similarity domain (same flow regime, etc.). The Buckingham approach is the basic tool for successful scale-up: as Zlokarnik says, “dimensional analysis is the only sure foundation for extrapolation.”
Intrinsic limitations of similarity theory
Despite its importance, similarity theory encounters significant practical limitations in agitation extrapolation. The first pitfall is that there is no complete similarity in mixing when the scale is radically changed.
In any agitation-mixing problem, there is an incompatibility between the different similarity criteria when the volume is increased.
In practical terms, it is impossible to keep Re, Fr, P/V, and N·d constant at the same time, as these conditions contradict each other.
For example, maintaining the same Reynolds number when moving from the laboratory to the factory would require much slower rotation, which contradicts the requirement for an identical mixing time. Conversely, maintaining the same mixing time (i.e., constant N) makes it impossible to maintain an equivalent Re or moderate power per volume.
It is therefore necessary to prioritize the phenomena to be preserved: determine “the variable(s) that have a predominant influence on the phenomenon under study and that are kept constant,” accepting that the other criteria will deviate. This step requires detailed knowledge of the process: is it mainly a question of mixing viscous fluids (dominated by Re and P/V)? Is it mainly about dispersing a gas (dominated by P/V and Fr)? Is it about not damaging a product (dominated by shear stress, so π·N·d must be limited)? Each case leads to a specific compromise.
Other examples of classic limitations:
- geometric non-similarity (when the geometry must be intentionally modified to achieve successful extrapolation),
- non-Newtonian behavior (fluids whose viscosity is not a constant),
- presence of a gas phase (aeration), introduces new phenomena: formation and detachment of bubbles at the diffuser, coalescence and fragmentation of bubbles by the agitator, distribution of bubble sizes, rise and residence time of bubbles, etc.
- variation in physical properties (certain properties of the process may change with the size of the installation itself).
Given these limitations, the recommended approach is pragmatic and iterative. Specialists advise a systematic approach during scale-up:
(1) clearly define the mixing goals and expected results (e.g., 95% homogeneity in less than a certain number of minutes, or cell productivity, etc.);
(2) Identify the dominant characteristic variables for this result (e.g., mixing time, shear rate, KLa coefficient, etc.).
(3) Select the similarity criterion(s) to be prioritized (Re, Fr, P/V, etc.) accordingly.
(4) Extrapolate the operating conditions (N, d, aeration, etc.) based on these criteria, while verifying that the flow regime remains comparable (e.g., ensure that the large reactor will always be in the same turbulent regime as the pilot, otherwise the correlation will change);
(5) take into account practical constraints (mechanical limits of the motor, vibrations, foam prevention, energy cost) and adapt the agitation system accordingly. It is often necessary to experiment on an intermediate scale (pilot) to refine the correlations and verify the similarity assumptions before investing in the final scale.
In conclusion,
similarity theory provides an indispensable framework for approaching the extrapolation of an agitation system to a larger scale. It allows key parameters to be identified (via dimensionless numbers) and rational scale-up rules to be formulated. However, in real practice, it is rare to be able to respect all similarities at once.
Scale-up is therefore an art of compromise: we choose which similarities to prioritize (depending on the objective: power, mixing, transfer, reaction) and tolerate slight asymmetries in other aspects, compensating for them if necessary. The limitations mentioned (geometry, rheology, aeration, walls, variable properties) show that it is necessary to remain vigilant and often proceed in stages (intermediate tests, gradual scale-up) in order to achieve a successful extrapolation.
However, the theory of similarity is not obsolete: it guides engineers in making the right choices regarding criteria to keep constant, and it highlights potential pitfalls (“beware, this fluid is no longer Newtonian, this gas changes the situation”). By combining rigorous dimensional analysis with empirical experience (correlations, pilot tests), it is possible in most cases to successfully extrapolate new agitation and aeration processes from the laboratory to industrial scale.